

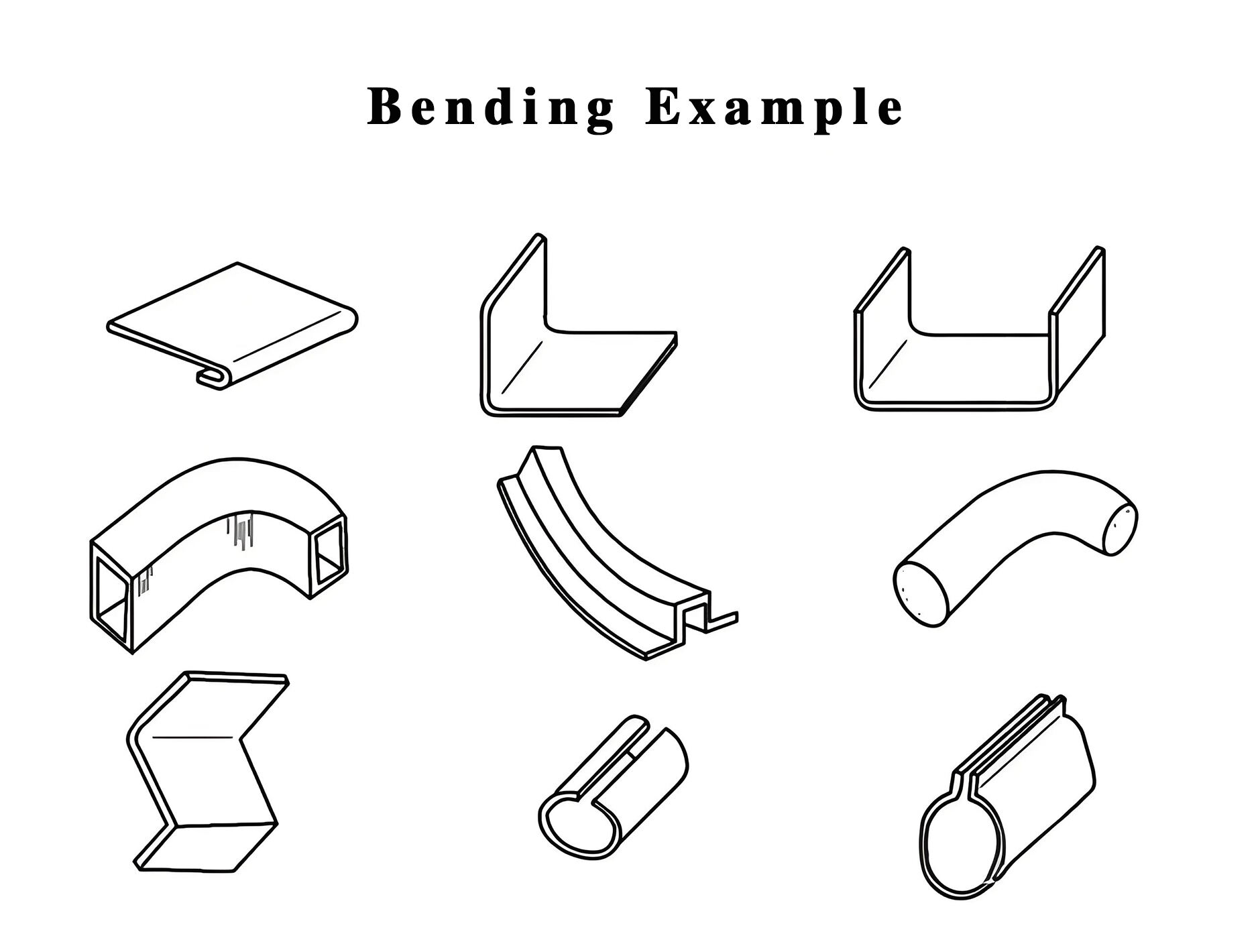
Con lo sviluppo della società, anche le forme di prodotti di cui abbiamo bisogno stanno cambiando in vari modi. Tra questi, la flessione del metallo è la più comune, tra cui flessione in lamiera, flessione per tubi, arrotondamento della lamiera, estrusione del profilo, ecc.
Quali processi ha la piegatura della lamiera?
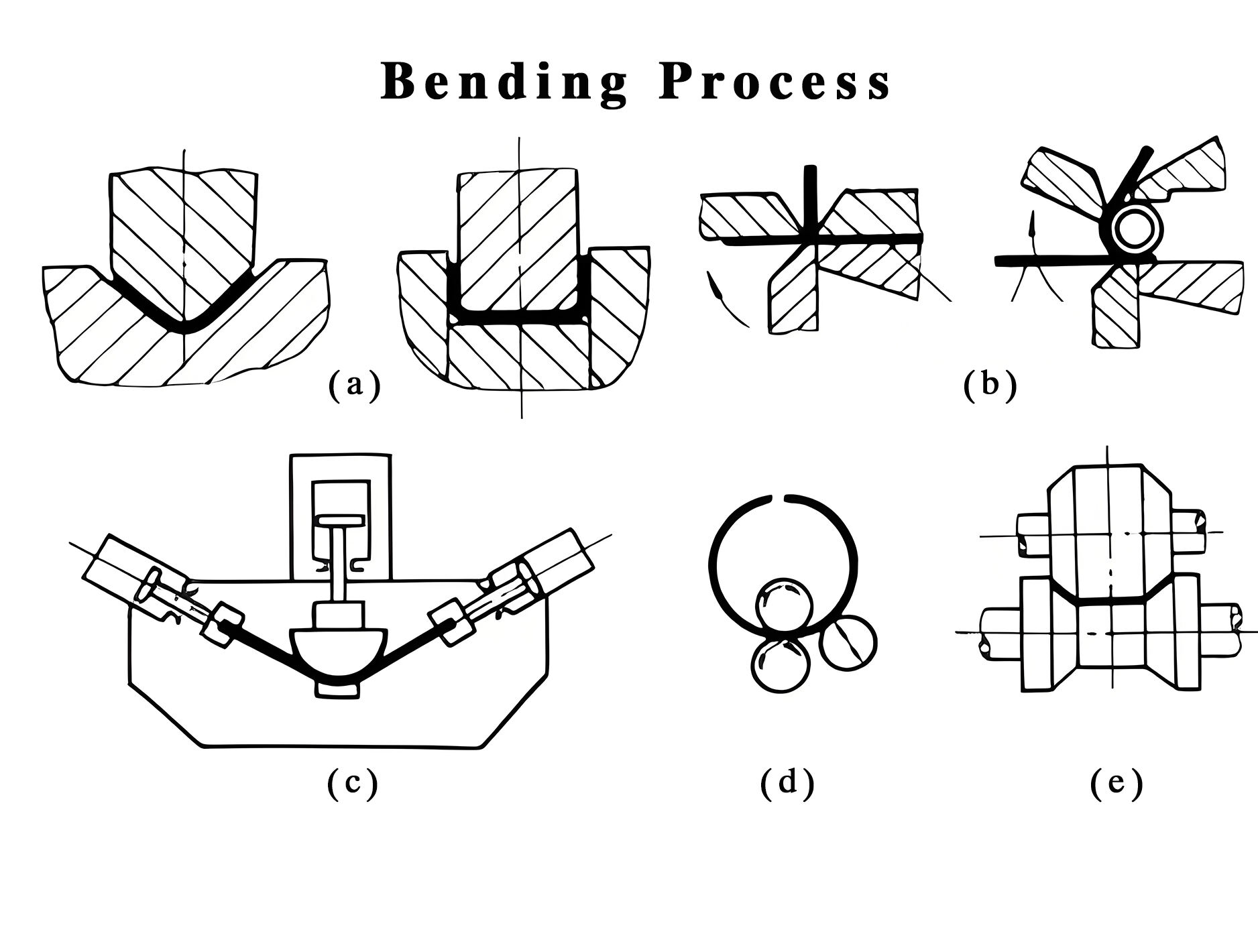
1. Piegamento ordinario: la flessione convenzionale consiste nell'utilizzare un freno di stampa per piegare la lamiera a 90 °.
2. Piegamento appiattito: piegare prima la lamiera a 30 °, quindi appiattire l'angolo di 30 °. Questo tipo di flessione richiede una matrice superiore del coltello affilata e una matrice superiore appiattita. Lo scopo di appiattire la flessione è migliorare la resistenza complessiva della lamiera.
3. Bending della cerniera: è necessario uno stampo di cerniera speciale per eseguire più curve per formare una cerniera.
3
5. Piclentà dell'arco: ci sono due metodi di flessione per questa flessione. (a) Calcola l'angolo di flessione e la dimensione dell'asse X di ogni passaggio in base alla dimensione dell'arco del prodotto, eseguire piegatura in più passi e infine piegare l'arco. Questo è il metodo più economico, ma l'efficienza non è elevata ed è difficile; (b) Lasciare che il produttore personalizzi lo stampo ad arco direttamente in base alle dimensioni dell'arco del prodotto in lamiera. Questo metodo è più efficiente e anche la qualità e l'aspetto del prodotto sono migliorati.
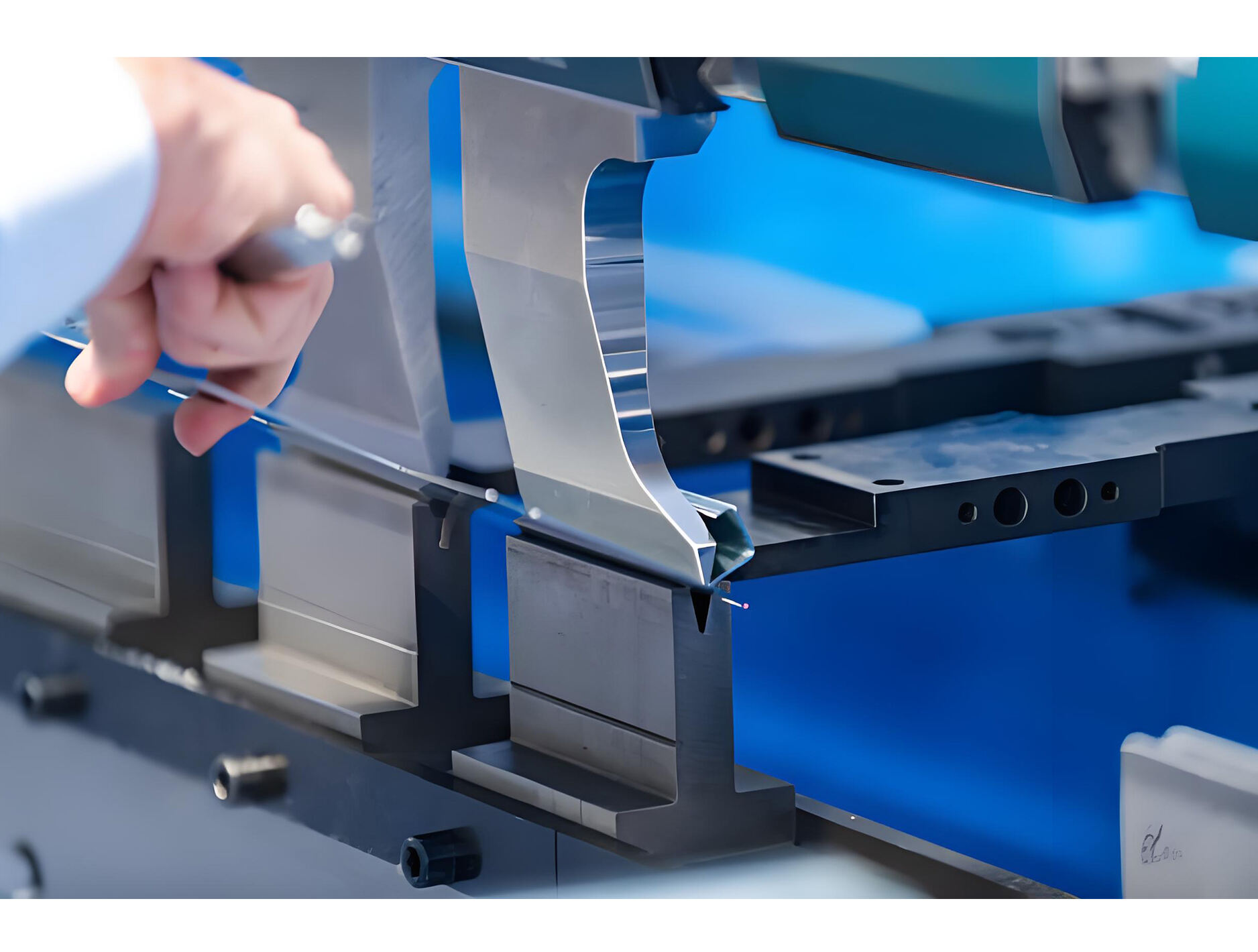
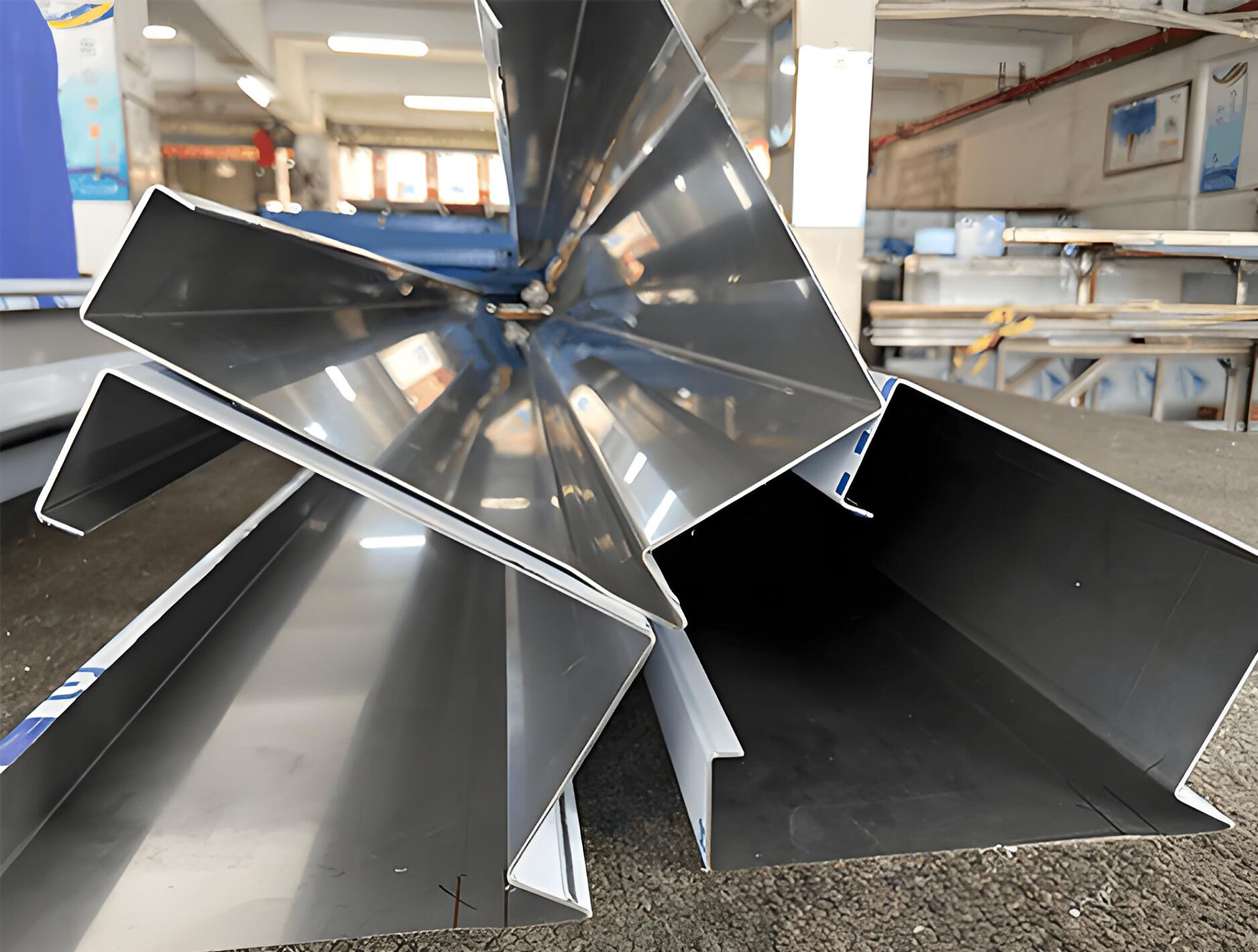
Flessione in acciaio inossidabile:
Come materiale metallico ad alta resistenza e resistente alla corrosione, l'acciaio inossidabile è ampiamente utilizzato in molti campi industriali. Tuttavia, quando si utilizza un freno di stampa per piegare l'acciaio inossidabile, si incontrano spesso alcuni problemi. Di seguito sono riportati un riepilogo e vengono fornite soluzioni corrispondenti. Spero che ti sarà utile.
1. Graffi di superficie
L'acciaio inossidabile è soggetto a graffi di superficie e abrasioni durante il processo di flessione. I motivi principali includono:
- indossare o design improprio del dispositivo
- Attrito eccessivo tra il pezzo e il dispositivo
- polvere o materia estranea sulla superficie del pezzo
- Lo slot dello stampo è troppo piccolo
Soluzioni:
- Controllare regolarmente e sostituire il dispositivo
- Ottimizza il design del dispositivo per ridurre l'area di contatto tra il pezzo e il dispositivo
- Mantieni pulito il pezzo e la superficie della muffa e pulire regolarmente la materia estranea sulla superficie
- Per i prodotti con requisiti elevati, si consiglia di utilizzare uno stampo per flessione senza traco o un film senza traco
2. Deformazione del materiale, l'angolo di flessione non soddisfa lo standard
L'acciaio inossidabile è soggetto a deformazioni durante il processo di flessione. I motivi principali includono:
- Calcolo improprio dell'importo predefinito
- Eccessiva forza di rimbalzo dell'acciaio inossidabile stesso
- Selezione impropria di tacca di muffa
Soluzione:
- Calcola accuratamente la pressione pre-flessione in base alle caratteristiche della lamiera
- La macchina per flessione deve essere dotata di una funzione di compensazione meccanica, che migliorerà notevolmente la rettilinea e l'estetica del prodotto
- Fare prima la pista in acciaio inossidabile e poi piegarlo, il che migliorerà notevolmente la rettilinea e l'estetica del prodotto e ridurrà anche la perdita della macchina di flessione
In sintesi, quando si utilizza una macchina per flessione per elaborare l'acciaio inossidabile, è necessario considerare molti fattori come le proprietà dei materiali, i parametri di processo, le condizioni delle apparecchiature, ecc. E adottare soluzioni mirate per garantire la qualità della lavorazione e l'efficienza di produzione.

Lascia il tuo indirizzo e -mail e i requisiti, il nostro team di vendita professionale svilupperà la soluzione più adatta per te.





Copyright
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Tutti i diritti riservati
.
 RETE SUPPORTATA
RETE SUPPORTATA
 italiano
italiano English
English français
français Deutsch
Deutsch русский
русский português
português español
español 한국의
한국의 Türkçe
Türkçe العربية
العربية
